






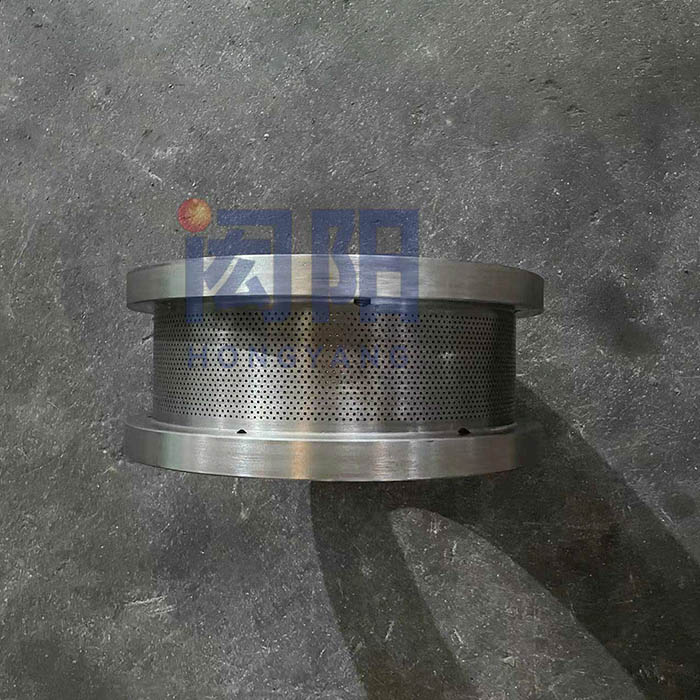
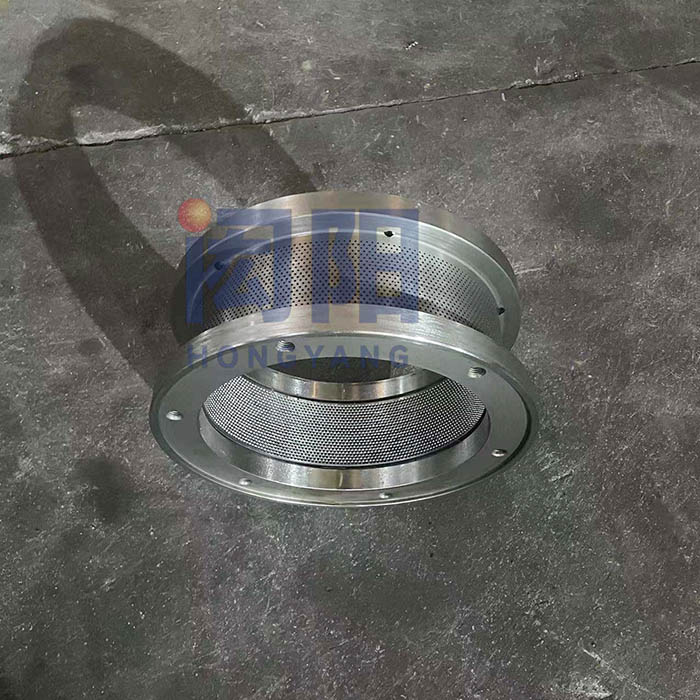
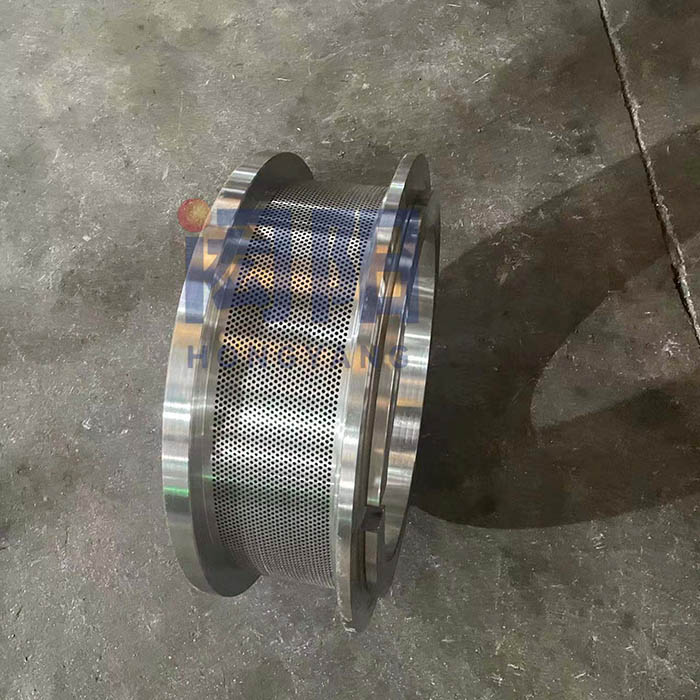
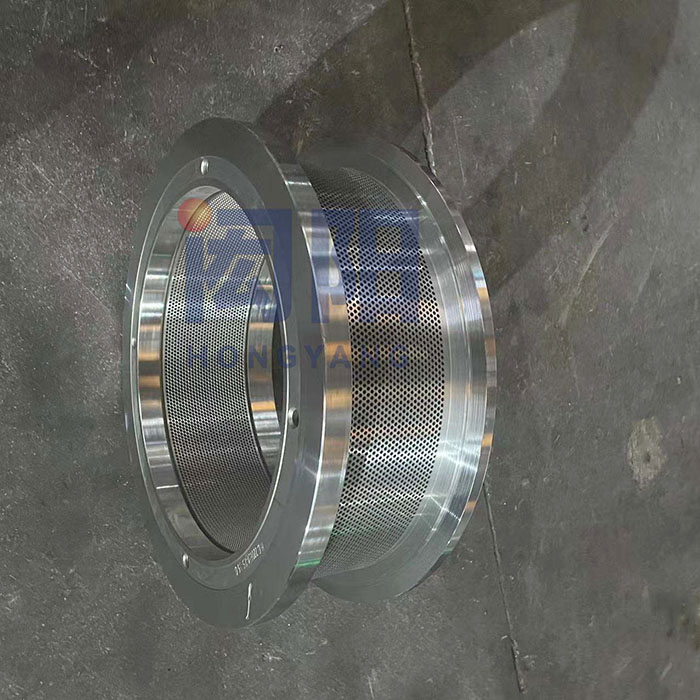
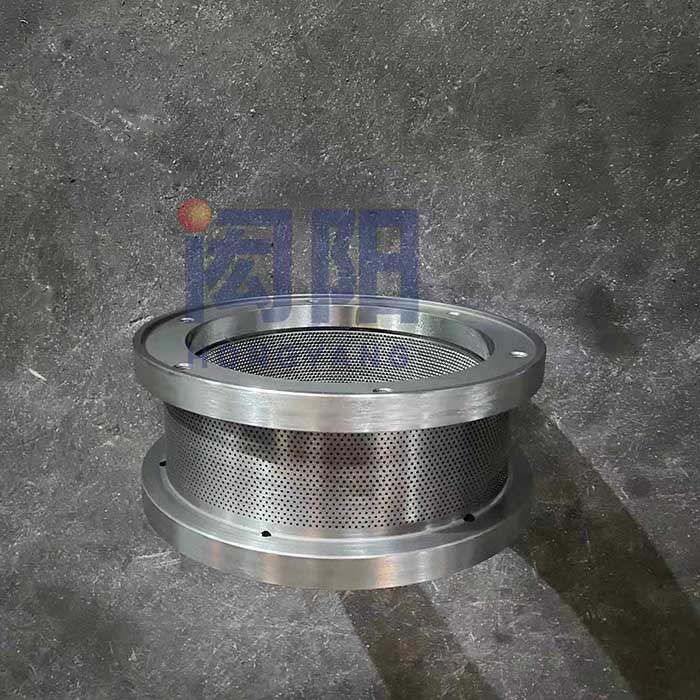
Kŕmna peletová krúžková matrica HUAMU HKJ 250
Vlastnosti produktu
1. Vyberte si vysokokvalitné predvalky z rafinácie mimo pece a odplynené predvalky.
2. Forma využíva dovážanú vŕtačku s pištoľou a skupinovú vŕtačku s viacerými stanicami, otvor formy sa vytvorí naraz, povrchová úprava je vysoká, vzhľad vyrobeného krmiva je krásny, výstup je vysoký, materiál sa vypúšťa hladko a častice sa dobre formujú.
3. Forma využíva kombinovaný proces spracovania americkej vákuovej pece a kontinuálnej kaliacej pece, ktorý má rovnomerné kalenie, dobrú povrchovú úpravu a vysokú tvrdosť, čo zaisťuje dvojnásobnú životnosť.
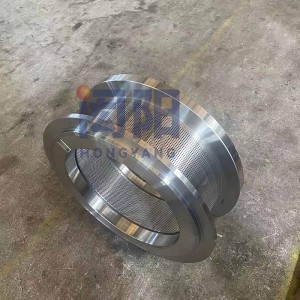
Zobrazenie produktu
Od roku 2006 sa naša spoločnosť venuje výrobe profesionálnych chemických foriem pre prstencové formy. Vyrábané formy sú vhodné pre kurčatá, kačice, ryby, krevety, drevené štiepky, kompozitné materiály atď. a v súčasnosti sú v pokročilom štádiu technológie. Naša spoločnosť používa päťosové CNC vŕtačky na pneumatiky, štvorhlavé vŕtačky a CNC zrážacie stroje na prstencové formy.
Základné modely prstencových závitorezných nástrojov vyrábaných spoločnosťou sú: 200-600; je možné objednať si všetky typy závitorezných nástrojov od spoločností Zhengchang, Muyang, Shende a CPM.

Riešenie blokád
Ak sa prstencová matrica počas výroby peliet zablokuje, je potrebné ju zo stroja vybrať a vyčistiť.
1. Najbežnejším spôsobom je použitie elektrickej vŕtačky na upchatie podávania v otvore matrice.
2. Ak je priemer zablokovanej prstencovej matrice menší ako 2,5 mm, prstencovú matricu je možné vložiť do vody a zohriať. Materiál vo vnútri otvoru formy sa počas dlhšieho varu pomaly roztiahne a bude vyčnievať z otvoru formy, čím sa materiál vo vnútri otvoru uvoľní. Po 1 alebo 2 dňoch varenia zoškrabte vyčnievajúci materiál, potom vložte prstencovú matricu do granulátora na mletie a zvyšný materiál z otvoru vytlačte.
3. Upchatie krúžkovej matrice s malým otvorom sa môže použiť aj na ohrev matrice horúcim olejom, takže materiál v otvore matrice pri vysokoteplotnom koksovaní sa zmenší a potom prejde cez otvor. Konkrétny postup: vytvorte kovovú misku väčšiu ako je krúžková matrica, vložte do nej krúžkovú matricu, pridajte olej č. 15 a ponorte ho po povrchu matrice; zahrievajte olej približne 6-8 hodín, kým olej nezačne len zriedka bublať.







-
PODUJATIA
-
Kategória produktu
-
Kontaktujte nás
-
 Tel.: +86 18851202909
Tel.: +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, Liyang City, provincia Jiangsu, Čína
NO.201 Zhengchang Road, Kunlun Street, Liyang City, provincia Jiangsu, Čína -
 E-mail: hy.ringdie@outlook.com
E-mail: hy.ringdie@outlook.com
-
-
Sociálne médiá






Horúce produkty - Mapa stránok - AMP pre mobilné zariadenia
Peletový krúžok, Kruhová matrica na pelety, prstencová matrica, Prstencová matrica na pelety, Peletová matrica, Kŕmne pelety krúžok die,